Полное руководство по установке прецизионного планетарного редуктора
2026-06-02
Почему правильная установка определяет срок службы прецизионного планетарного редуктора
В нашей практике инженеров-наладчиков мы часто сталкиваемся с ситуацией, когда дорогостоящий прецизионный планетарный редуктор выходит из строя в первые полгода эксплуатации не из-за заводского брака, а вследствие ошибок при монтаже. Статистика сервисных центров показывает, что до 60% преждевременных отказов высокоточных приводов связаны с неправильной соосностью валов или нарушением температурного режима при запрессовке. Эта статья — не просто пересказ инструкции производителя, а свод реальных кейсов и технических нюансов, которые позволяют избежать простоев生产线 (производственной линии) и сохранить гарантию на оборудование.
Мы подготовили это руководство, основываясь на опыте интеграции систем в ООО Шаньдун Мэнню Интеллектуальная Технология, где производство редукторов серий PP, PS и IDR сопряжено с жестким контролем геометрии на выходе. Однако даже идеальная деталь, изготовленная на станках с ЧПУ из легированных сталей, станет бесполезной, если её установить с перекосом в 0,1 мм. Ниже мы разберем каждый этап: от подготовки площадки до финального запуска, акцентируя внимание на тех моментах, где чаще всего совершаются фатальные ошибки.
Необходимый инструмент и подготовка рабочей зоны
Начинать работу без полного комплекта измерительного инструмента — это прямой путь к повторному монтажу. Вам потребуется не только стандартный набор гаечных ключей и динамометрический ключ с диапазоном, соответствующим моменту затяжки болтов вашего редуктора, но и специализированные приборы. Обязательно наличие индикаторных часов (микрометра) для проверки биения вала, щупов для контроля зазоров и лазерного центровочного устройства для валов длиной более 500 мм. Также подготовьте чистую ветошь, обезжириватель и термостойкую смазку, рекомендованную производителем.
Очистите посадочные места на двигателе и редукторе до металлического блеска. Любая пыль, окалина или остатки старой краски создадут микроперекос, который под нагрузкой превратится в вибрацию. В цехах ООО Шаньдун Мэнню Интеллектуальная Технология мы используем ультразвуковую очистку критических поверхностей перед сборкой, но в полевых условиях достаточно тщательной механической обработки и продувки сжатым воздухом. Убедитесь, что фундамент или рама, на которую будет установлен агрегат, имеют достаточную жесткость и выверены по уровню в горизонтальной плоскости с точностью не хуже 0,05 мм/м.
- Проверка комплектности и визуальный осмотр. Перед началом работ сверьте маркировку на шильде редуктора с проектной документацией. Обратите внимание на состояние входного и выходного валов: на них не должно быть царапин, коррозии или следов ударов. Проверьте наличие транспортировочных заглушек — их удаление перед установкой обязательно, иначе избыточное давление внутри корпуса при нагреве может выдавить сальники. Если вы работаете с моделями серий WPP или IE, убедитесь, что крепежные отверстия соответствуют чертежу, так как некоторые модификации имеют метрическую резьбу, а другие — дюймовую, что является частой причиной срыва резьбы при монтаже.
- Подготовка сопрягаемых поверхностей двигателя. Вал электродвигателя должен быть идеально чистым и сухим. Нанесите тонкий слой антикоррозийной смазки или специального монтажного состава (например, на основе дисульфида молибдена) на вал двигателя, но избегайте попадания смазки на торцевую поверхность фланца. Это критически важно для моделей с полым валом, где соединение осуществляется через шлицы или шпонку. Мы видели случаи, когда излишки смазки попадали в зону трения шпонки, вызывая её проскальзывание под высоким крутящим моментом, что приводило к разрушению шпоночного паза уже через неделю работы.
- Предварительная центровка и примерка. Не пытайтесь сразу затягивать болты. Наденьте редуктор на вал двигателя вручную до упора. Если требуется усилие более 20-30 Н, остановитесь — значит, есть несоосность или загрязнение. Для тяжелых редукторов серии H или B используйте подъемные механизмы с мягкими стропами, чтобы исключить удар при контакте поверхностей. На этом этапе проверьте свободное вращение вала рукой: оно должно быть плавным, без заеданий и характерного хруста. Любое сопротивление указывает на внутреннее напряжение в подшипниковых узлах, которое недопустимо игнорировать.
- Фиксация и предварительная затяжка. Установите крепежные болты и затяните их от руки до касания шайб с поверхностью. Используйте схему «крест-накрест» или спираль от центра к краям для равномерного прилегания фланцев. Затяните болты усилием не более 30% от номинального момента, указанного в паспорте изделия. Это позволит зафиксировать положение узлов перед финальной юстировкой. Обратите внимание: для редукторов с алюминиевым корпусом (серии P, PS) использование стальных шайб увеличенной площади обязательно, чтобы предотвратить продавливание материала головки болта.
- Финальная проверка соосности. Перед окончательной затяжкой проведите контрольные замеры индикатором часового типа. Установите магнитную стойку на корпус редуктора и подведите щуп к валу двигателя (или наоборот). Прокрутите вал на 360 градусов и зафиксируйте максимальное и минимальное значения. Допустимое радиальное биение для прецизионных редукторов обычно не превышает 0,03–0,05 мм, а угловое смещение — 0,02 мм на 100 мм длины. Если показатели выходят за пределы допуска, используйте регулировочные прокладки под лапы редуктора или двигателя для коррекции положения.
- Моментная затяжка крепежа. Только после подтверждения идеальной соосности приступайте к финальной затяжке болтов динамометрическим ключом. Строго соблюдайте последовательность и значения моментов затяжки, указанные в технической документации. Перетяжка болтов опаснее недотяжки: она вызывает деформацию корпуса редуктора, что приводит к заклиниванию подшипников и мгновенному росту температуры. Недотяжка же вызовет вибрацию и постепенное самоотвинчивание крепежа. Для ответственных узлов, таких как редукторы для робототехники или станков ЧПУ, рекомендуется использовать фиксатор резьбы средней прочности.
- Контрольный пуск и мониторинг параметров. После монтажа подключите привод к системе управления и выполните пробный запуск на низких оборотах (10-15% от номинала). Внимательно слушайте звук работы: ровный гул допустим, но любые стуки, скрежет или циклические шумы сигнализируют о проблеме. Измерьте температуру корпуса редуктора через 30 минут работы — она не должна превышать температуру окружающей среды более чем на 40-45°C. Проверьте отсутствие утечек масла через сальники и соединения. Если все параметры в норме, можно постепенно наращивать нагрузку до рабочей в течение следующих 2-3 часов.
Типичные ошибки при монтаже прецизионного планетарного редуктора и их последствия
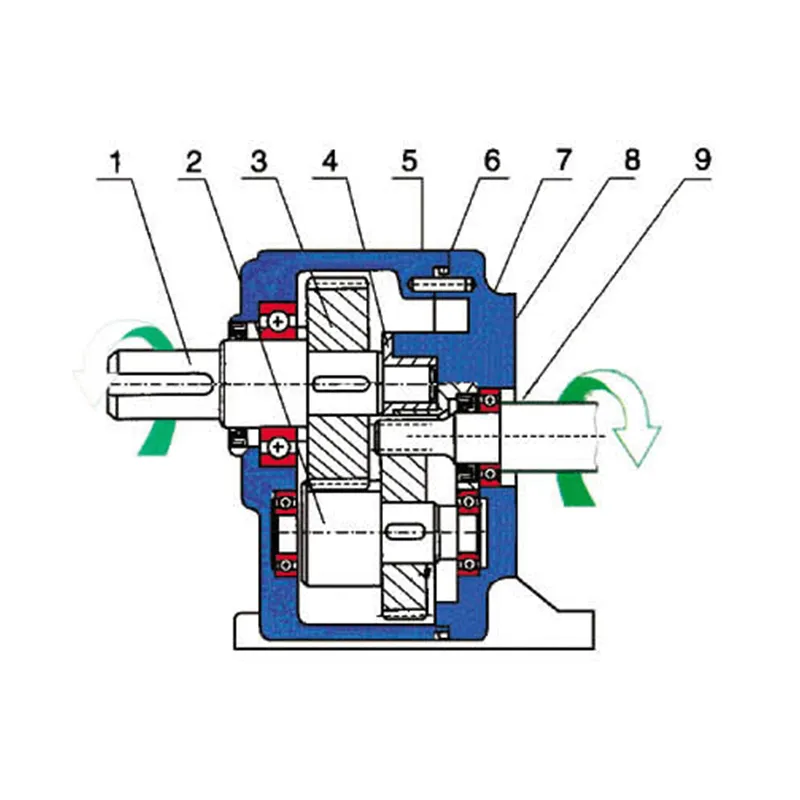
Одна из самых распространенных ошибок, с которой мы сталкиваемся при анализе возвратов, — это попытка «посадить» редуктор на вал ударами молотка. Даже легкие удары через деревянную проставку передают импульсную нагрузку на внутренние подшипники качения и зубчатые зацепления планетарной ступени. В прецизионных редукторах, таких как серии ID или IDR от ООО Шаньдун Мэнню Интеллектуальная Технология, зазоры между зубьями измеряются микронами. Удар может вызвать локальную деформацию беговой дорожки подшипника или скол зуба, который не виден глазу, но приведет к лавинообразному разрушению механизма под нагрузкой. Всегда используйте метод тепловой посадки (нагрев ступицы) или гидравлический пресс для монтажа на вал.
Вторая критическая ошибка — игнорирование требований к смазке. Многие монтажники полагают, что редуктор поставляется полностью готовым к работе, однако транспортная консервационная смазка часто отличается от рабочей по вязкости и температурным свойствам. В некоторых случаях необходимо заменить масло на рекомендованное производителем перед первым запуском, особенно если условия эксплуатации отличаются от стандартных (например, экстремально низкие температуры или высокие скорости). Использование универсальной смазки вместо специализированной для высокоскоростных планетарных передач может снизить КПД с заявленных 95% до 85% и вызвать перегрев.
Третья проблема — нарушение правил крепления самого редуктора к раме. Часто встречается ситуация, когда под лапы редуктора подкладывают случайные металлические пластины или shim-прокладки разной толщины, не закрепленные между собой. Со временем эти прокладки смещаются, нарушая геометрию установки. Правильное решение — использование обработанных калиброванных прокладок или регулируемых опор, которые жестко фиксируются относительно фундамента. Помните, что корпус редуктора не должен работать как элемент конструкции, компенсирующий неточности монтажа рамы; он должен передавать только крутящий момент.
Специфика установки в различных отраслях промышленности
Условия эксплуатации диктуют дополнительные требования к монтажу. В пищевой и фармацевтической промышленности, где используются редукторы в нержавеющем исполнении, особое внимание уделяется герметичности соединений и отсутствию зон застоя влаги. При установке в мойках (CIP-системы) необходимо убедиться, что сальники ориентированы правильно и защищены от прямого попадания струй воды под высоким давлением. Здесь часто применяются редукторы со степенью защиты IP65 и выше, но даже они требуют правильной установки уплотнительных колец.
В горнодобывающей отрасли и тяжелой металлургии, где работают мощные редукторы серий H и B, главным врагом является вибрация основания. Монтаж таких агрегатов требует использования виброизолирующих подушек или демпферов, рассчитанных на конкретную массу и частоту вращения. Отсутствие такой защиты приводит к усталостному разрушению сварных швов корпуса и ослаблению фундаментных болтов. Один из наших клиентов столкнулся с тем, что редуктор на конвейерной линии вышел из строя через месяц именно из-за резонансных колебаний рамы, которые не были учтены при проектировании фундамента.
Для робототехнических комплексов и автоматизированных складов, где применяются компактные серво-редукторы, критична минимизация люфта при монтаже. Здесь используется прямая стыковка с двигателем без промежуточных муфт. Ошибка в выборе допусковой посадки (например, использование посадки с зазором вместо натяга) приводит к потере точности позиционирования робота. В таких системах даже микронный люфт на валу редуктора многократно увеличивается на конце манипулятора, делая невозможным выполнение точных операций сборки или паллетирования.
| Параметр контроля | Допустимое значение (Прецизионные редукторы) | Допустимое значение (Общепромышленные редукторы) | Метод измерения |
|---|---|---|---|
| Радиальное биение вала | ≤ 0.03 мм | ≤ 0.08 мм | Индикатор часового типа |
| Угловая несоосность | ≤ 0.02 мм / 100 мм | ≤ 0.05 мм / 100 мм | Лазерная центровка / Щупы |
| Температура нагрева корпуса | Макс. +45°C сверх ambient | Макс. +60°C сверх ambient | Пирометр / Термопара |
| Уровень шума (на расстоянии 1 м) | ≤ 65 дБ(А) | ≤ 75 дБ(А) | Шумомер |
| Момент затяжки болтов | Строго по таблице (±5%) | По ощущениям / Динамометр | Динамометрический ключ |
Техническое обслуживание и диагностика после запуска
Установка не заканчивается в момент включения кнопки «Пуск». Первый месяц эксплуатации является периодом приработки, когда происходит микроскопическое притирание зубьев шестерен и подшипников. В этот период необходимо проводить ежедневный визуальный осмотр и еженедельный контроль параметров. Особое внимание уделите цвету масла: если оно быстро темнеет или появляется металлическая стружка на магнитной пробке, это сигнал о нарушении условий монтажа или наличии внутреннего дефекта. В нормальном режиме масло должно сохранять свои свойства в течение всего межсервисного интервала.
Регулярно проверяйте уровень шума и вибрации. Появление новых высокочастотных звуков часто предшествует выходу из строя подшипников. Используйте простые вибродатчики или даже смартфон со специализированным ПО для первичной оценки спектра вибраций. Сравнение текущих показателей с базовыми значениями, снятыми сразу после монтажа, позволяет выявить развивающиеся дефекты на ранней стадии. Для редукторов, работающих в непрерывном режиме (24/7), рекомендуется установка стационарных датчиков температуры и вибрации с выводом данных в систему SCADA.
Не забывайте о регламентной замене смазочных материалов. Интервал замены зависит от типа редуктора, нагрузки и условий окружающей среды. Для прецизионных планетарных редукторов серий PP и WPS первый слив масла обычно производится после 500 часов обкатки, затем — каждые 5000–8000 часов. При работе в пыльных условиях или при частых пусках/остановках интервал следует сократить на 20-30%. Использование масел с неподходящей вязкостью — еще одна частая причина проблем: слишком густое масло вызывает перегрев на высоких скоростях, а слишком жидкое не создает достаточной масляной пленки под нагрузкой.
Когда стоит обратиться к производителю?
Несмотря на соблюдение всех инструкций, могут возникнуть ситуации, требующие вмешательства специалистов завода-изготовителя. Если вы наблюдаете постоянный рост температуры корпуса выше допустимых пределов несмотря на правильный уровень масла и отсутствие перегрузок, возможно, имеет место внутренний дефект сборки или повреждение при транспортировке. Также свяжитесь с технической поддержкой, если люфт на выходном валу превышает паспортные значения сразу после монтажа — это может указывать на необходимость регулировки подшипниковых узлов, которую нельзя выполнять самостоятельно без специального оборудования и квалификации.
Компания ООО Шаньдун Мэнню Интеллектуальная Технология предоставляет полный цикл сервисной поддержки для своих клиентов, включая удаленную диагностику и выезд инженеров на объект. Наша философия «Расширение возможностей промышленности с помощью технологий» подразумевает не просто продажу оборудования, а обеспечение его бесперебойной работы на протяжении всего жизненного цикла. Мы готовы помочь с подбором аналогов, модернизацией существующих узлов или разработкой индивидуальных решений для сложных условий эксплуатации, таких как взрывозащищенное исполнение или работа в агрессивных средах.
Часто задаваемые вопросы
Какой метод нагрева оптимален для посадки редуктора на вал?
Наиболее безопасным и контролируемым методом является нагрев в масляной ванне или с использованием индукционного нагревателя. Температура нагрева ступицы редуктора не должна превышать 100–110°C, чтобы избежать отпуска металла и изменения его механических свойств. Открытый огонь (газовая горелка) категорически запрещен, так как он создает локальные перегревы, ведущие к деформации корпуса и нарушению геометрии подшипниковых гнезд. При нагреве в масле используйте термометр для постоянного контроля температуры и избегайте попадания масла внутрь редуктора через дыхательный клапан.
Можно ли использовать редуктор в вертикальном положении без доработок?
Не все модели предназначены для вертикального монтажа (положение вала вниз или вверх). Стандартные исполнения часто имеют недостаточный объем масла для смазки верхних подшипников или, наоборот, риск утечки через сальники при вертикальной установке. Для вертикального монтажа необходимо заказывать специальное исполнение (обычно обозначается суффиксом V или указывается в опросном листе), которое предусматривает измененную конструкцию уплотнений и, при необходимости, дополнительный насос смазки или увеличенный картер. Установка обычного горизонтального редуктора вертикально без согласования с заводом аннулирует гарантию.
Как часто нужно проверять момент затяжки болтов?
Первичный контроль момента затяжки фундаментных и фланцевых болтов следует провести через 24–48 часов после начала эксплуатации, когда материал прокладок и металл корпуса прошли первоначальную усадку под нагрузкой. Далее проверки проводятся согласно графику профилактического обслуживания, обычно каждые 3–6 месяцев, либо после любого события, связанного с перегрузкой или ударом. Для ответственных применений рекомендуется использовать болты с контролем удлинения или специальные шайбы, сигнализирующие о потере преднапряжения.
Что делать, если редуктор греется сильнее нормы?
Первым шагом исключите внешние причины: проверьте уровень и вязкость масла, убедитесь в отсутствии перегрузки по току двигателя и чистоте ребер охлаждения. Если вентилятор забит пылью, эффективность теплоотвода падает на 30-40%. Также проверьте соосность привода — даже небольшое отклонение создает паразитные нагрузки, превращающиеся в тепло. Если внешние факторы исключены, а температура растет, возможно, подшипники предварительно нагружены слишком сильно или масло подобрано неверно. В таком случае остановите оборудование и обратитесь в сервисную службу.
Правильная установка прецизионного планетарного редуктора — это инвестиция в надежность вашего производства. Соблюдение технологической дисциплины, использование качественного инструмента и внимательное отношение к деталям позволяют раскрыть весь потенциал современного оборудования. Продукция ООО Шаньдун Мэнню Интеллектуальная Технология, сочетающая в себе высокую точность изготовления и надежность конструктивных решений, способна работать десятилетиями при условии грамотного монтажа и своевременного обслуживания. Не экономьте время на этапе установки, чтобы не потерять дни на ремонт.
Для получения подробных технических консультаций, подбора оптимальной модели редуктора под ваши задачи или заказа оригинальных запасных частей свяжитесь с нашими специалистами сегодня. Мы поможем обеспечить бесперебойную работу вашего оборудования и оптимизировать затраты на техническое обслуживание.