Инструкция по монтажу редуктора WPN на производственной линии
2026-06-03
- Подготовка к монтажу: Инструменты, условия и проверка комплектности
- Механическая установка и обеспечение соосности валов
- Электрическое подключение и интеграция с серводвигателем
- Смазка, герметизация и температурный контроль
- Первый запуск и процедура обкатки
- Диагностика неисправностей и техническое обслуживание
- Часто задаваемые вопросы
Подготовка к монтажу: Инструменты, условия и проверка комплектности
Успешная интеграция прецизионный планетарный редуктор в производственную линию начинается задолго до того, как вы возьмете в руки гаечный ключ. В нашей практике мы неоднократно сталкивались с ситуациями, когда дорогостоящее оборудование выходило из строя в первые месяцы эксплуатации не из-за заводских дефектов, а вследствие банальных ошибок на этапе подготовки и установки. Ключевая проблема часто кроется в несоответствии посадочных мест или игнорировании требований к чистоте рабочей зоны. Для монтажа серии WPN вам потребуется не просто стандартный набор слесаря, но и специфический измерительный инструмент, позволяющий контролировать микронные допуски.
Перед началом работ убедитесь, что у вас под рукой есть динамометрический ключ с калибровкой, индикатор часового типа для проверки биения валов, набор щупов для контроля зазоров и лазерный нивелир для соосности. Мы настоятельно рекомендуем использовать только сертифицированный инструмент: применение дешевых аналогов может привести к перетяжке крепежа, что деформирует корпус редуктора и нарушит геометрию зацепления шестерен. Один из наших клиентов в секторе пищевой промышленности потерял две недели простоя линии, пытаясь диагностировать вибрацию, которая оказалась следствием использования неисправного динамометрического ключа при затяжке фланца.
Температурный режим также играет критическую роль. Монтаж должен проводиться в помещении с температурой от +5°C до +40°C. Если редуктор хранился на складе при отрицательных температурах, его необходимо выдержать в монтажном помещении минимум 24 часа для акклиматизации. Резкий перепад температур может вызвать конденсацию влаги внутри корпуса или изменение линейных размеров металлических деталей, что недопустимо для узлов с точностью позиционирования в несколько угловых минут. Проверьте упаковку на наличие повреждений транспортировки: даже небольшая вмятина на транспортном проушине может свидетельствовать о ударе, способном сместить подшипники.
Компания ООО Шаньдун Мэнню Интеллектуальная Технология поставляет продукцию с полным комплектом сопроводительной документации, включая паспорт изделия и карту смазки, однако ответственность за проверку комплектности лежит на принимающей стороне. Убедитесь, что серийный номер на шильде совпадает с номером в накладной и паспорте — это ваше главное доказательство права на гарантийное обслуживание в будущем. Не приступайте к установке, если обнаружите отсутствие стопорных колец, заглушек или если поверхность выходного вала имеет видимые следы коррозии или механические повреждения. Лучше потратить час на тщательную инспекцию сейчас, чем неделю на ремонт потом.
Механическая установка и обеспечение соосности валов
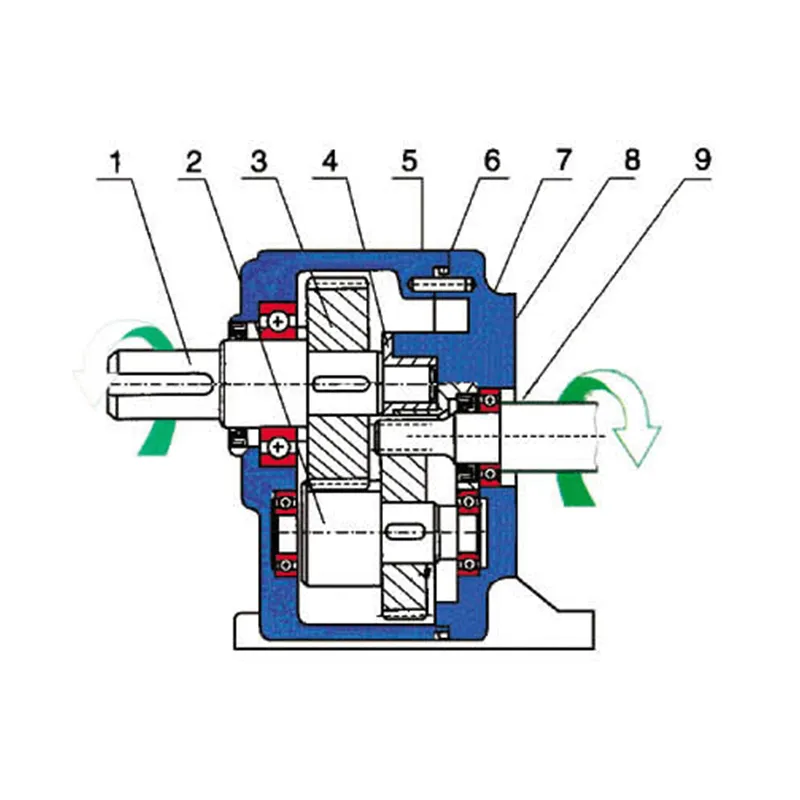
Самый критический этап, определяющий ресурс всего узла, — это соединение выходного вала редуктора с валом исполнительного механизма. Статистика отказов показывает, что более 60% преждевременных поломок планетарных редукторов связаны именно с неправильной соосностью или чрезмерными радиальными и осевыми нагрузками на вал. Прецизионный планетарный редуктор серии WPN спроектирован для работы с минимальным люфтом, и любое отклонение от оси вращения создает паразитные моменты, которые разрушают подшипниковые узлы и зубчатые зацепления быстрее, чем любые другие факторы.
Процесс установки начинайте с очистки посадочных поверхностей. Используйте растворитель, не оставляющий пленки, чтобы удалить консервационную смазку и пыль. Никогда не используйте абразивные материалы для очистки посадочного отверстия или вала двигателя — царапины могут стать очагами коррозии или нарушить плотность посадки. При соединении вала редуктора с муфтой или шестерней категорически запрещается наносить удары молотком непосредственно по торцу вала или корпусу редуктора. Ударная нагрузка может необратимо повредить внутренние подшипники или сместить сателлиты планетарной ступени.
Для запрессовки используйте метод нагрева сопрягаемой детали или гидравлический пресс. Если вы выбираете метод нагрева, температура нагреваемой детали не должна превышать 100°C–120°C. Превышение этого порога может привести к отпускной хрупкости металла или повреждению сальников, установленных в корпусе. В нашей инженерной практике был зафиксирован случай, когда монтажник использовал открытое пламя газовой горелки для нагрева ступицы, что привело к локальному перегреву и изменению структуры стали в зоне контакта, вызвавшему проскальзывание соединения под нагрузкой через три месяца работы.
Контроль соосности выполняйте с помощью лазерного выравнивания или метода обратного индикатора. Допустимое значение несоосности для серии WPN обычно не превышает 0,05 мм для стандартных исполнений, но для высокоскоростных применений этот допуск может быть еще жестче. Используйте регулировочные шайбы под лапы редуктора или двигателя для юстировки положения. Помните, что «на глаз» определить соосность невозможно: даже визуально идеальное соединение может иметь скрытый перекос, который проявится только под нагрузкой в виде характерного гула и нагрева корпуса.
Особое внимание уделите типу соединения. Если используется шпоночное соединение, убедитесь, что шпонка входит в паз без натяга по боковым граням, но с плотным прилеганием по днищу. Зазоры по бокам приведут к ударным нагрузкам и разбиванию паза. При использовании конусно-кольцевых зажимных элементов (Taper Lock) следуйте инструкции производителя по моменту затяжки болтов: затягивайте их крест-накрест равномерными этапами. Недотяжка приведет к проворачиванию элемента на валу, а перетяжка — к деформации ступицы и затруднению демонтажа в будущем.
Типичные ошибки при механическом монтаже
- Игнорирование осевых нагрузок: Многие инженеры фокусируются только на радиальном биении, забывая проверить осевой люфт. Для косозубых передач, используемых в редукторах WPN, осевая сила значительна. Отсутствие правильной фиксации вала двигателя или ведомого вала может привести к смещению всей кинематической цепи.
- Неправильный выбор муфты: Использование жестких муфт при наличии неизбежных небольших погрешностей монтажа создает огромные напряжения в валах. Мы рекомендуем применять упругие муфты с компенсирующими элементами, которые способны гасить вибрации и компенсировать небольшие угловые и радиальные смещения.
- Отсутствие смазки резьбы: При сборке фланцевых соединений часто забывают смазать резьбу болтов. Это приводит к тому, что 90% усилия затяжки уходит на преодоление трения в резьбе, а не на создание необходимого усилия прижима. Результат — ослабление соединения под вибрацией.
Электрическое подключение и интеграция с серводвигателем
Интеграция редуктора с электродвигателем требует не только механической точности, но и грамотного электрического сопряжения. Ошибки на этом этапе могут привести к нестабильной работе системы управления, перегреву обмоток или ложным срабатываниям датчиков защиты. Поскольку серия WPN часто используется в паре с серводвигателями для обеспечения высокой динамики, качество сигнала от энкодера и отсутствие электрических помех становятся критическими параметрами.
При подключении двигателя убедитесь, что класс изоляции обмоток соответствует условиям эксплуатации. Для промышленных сред, где возможно присутствие пыли или влаги, рекомендуется использование двигателей с классом защиты не ниже IP54, что полностью соответствует стандартам, применяемым в продукции ООО Шаньдун Мэнню Интеллектуальная Технология. Проверьте сопротивление изоляции обмоток мегаомметром перед первым пуском: значение должно быть не менее 1 МОм при напряжении 500 В. Снижение этого показателя может указывать на повреждение изоляции при транспортировке или хранении во влажной среде.
Особое внимание уделите заземлению. Корпус редуктора и двигатель должны быть надежно заземлены единым контуром. Разность потенциалов между корпусом редуктора и заземленными частями станка может вызвать протекание токов через подшипники, явление, известное как электроэрозия. Это приводит к образованию канавок на беговых дорожках подшипников и их быстрому разрушению. В высокочастотных приводах использование изолирующих шайб на одном из подшипников двигателя является обязательной мерой профилактики.
Настройка параметров частотного преобразователя или сервоусилителя должна производиться с учетом передаточного отношения редуктора WPN. Неправильно введенный коэффициент редукции в контроллер приведет к ошибке позиционирования и возможному аварийному останову системы. Мы рекомендуем проводить предварительную настройку в режиме «холостого хода», постепенно увеличивая скорость и контролируя ток потребления. Резкие скачки тока могут свидетельствовать о механическом заклинивании или слишком высокой инерции нагрузки, не согласованной с возможностями двигателя.
Если в системе используются тормоза или дополнительные датчики (температуры, вибрации), проверьте целостность цепей управления. Часто бывает так, что при монтаже кабель датчика температуры оказывается пережат корпусом редуктора, что приводит к обрыву цепи и невозможности запуска оборудования в автоматическом режиме. Прозвоните все цепи мультиметром перед подачей основного напряжения. Также убедитесь, что направление вращения двигателя соответствует направлению, указанному на шильде редуктора, особенно если система смазки зависит от направления вращения (хотя для большинства современных редукторов WPN это не критично благодаря разбрызгиванию, но важно для систем с принудительной смазкой).
Смазка, герметизация и температурный контроль
Смазка — это кровь любого механического редуктора. Для прецизионных планетарных редукторов серии WPN используется специальное синтетическое масло, рассчитанное на весь срок службы при нормальных условиях эксплуатации. Однако понятие «нормальные условия» часто трактуется неправильно. Температура масла в рабочей зоне не должна превышать 80°C–90°C. Превышение этого порога ускоряет старение смазки, снижает ее вязкость и ухудшает защитные свойства, что ведет к интенсивному износу зубчатых зацеплений.
При монтаже убедитесь, что транспортные заглушки заменены на рабочие сапуны (дыхательные клапаны). Забытая транспортная заглушка — одна из самых частых причин выхода из строя сальников. При работе редуктор нагревается, воздух внутри расширяется, и если ему некуда выходить, давление разрывает уплотнения, вызывая течь масла. Сапун обеспечивает выравнивание давления, предотвращая выдавливание смазки через валы. Установите сапун в верхней точке корпуса, как указано в инструкции, чтобы исключить попадание пыли и влаги внутрь при остановке оборудования и остывании.
Уровень масла проверяется по масляному щупу или смотровому окошку. Важно проводить проверку при остановленном двигателе и после того, как масло стекло в картер. Перелив масла так же опасен, как и недолив: избыток жидкости приводит к вспениванию, повышению гидравлических потерь на перемешивание и росту температуры. В нашей практике был случай на логистическом складе, где избыточное количество масла в редукторе конвейера вызвало его перегрев и автоматическое отключение системы каждые 4 часа работы, пока проблема не была выявлена.
Для экстремальных условий эксплуатации, таких как низкие температуры ниже -20°C или высокие нагрузки, может потребоваться замена стандартной смазки на специализированную. Компания ООО Шаньдун Мэнню Интеллектуальная Технология предусматривает возможность индивидуального подбора смазочных материалов при заказе, учитывая специфику отрасли клиента. Если вы эксплуатируете оборудование в пищевом производстве, убедитесь, что используется смазка с допуском H1, безопасная при случайном контакте с продукцией. Регулярный визуальный контроль цвета масла через смотровое окно поможет вовремя заметить появление эмульсии (признак попадания воды) или металлической стружки (признак износа).
Первый запуск и процедура обкатки
Момент первого пуска — это стресс-тест для всей собранной системы. Никогда не выводите оборудование на полный рабочий режим сразу после монтажа. Процедура обкатки необходима для приработки трущихся поверхностей, распределения смазки по всем узлам и выявления скрытых дефектов монтажа. Игнорирование этого этапа равносильно запуску нового автомобиля сразу на максимальной скорости по гоночной трассе.
Начните с кратковременного включения двигателя в режиме «толчок» (jogging), чтобы проверить направление вращения и отсутствие посторонних звуков. Затем запустите редуктор на холостом ходу на минимальных оборотах в течение 15–20 минут. Внимательно слушайте звук работы: ровный, низкочастотный гул является нормой. Высокий свист, скрежет или ритмичные стуки сигнализируют о проблемах с подшипниками, зацеплением или дисбалансом ротора. Вибрация на корпусе не должна превышать значений, указанных в стандарте ISO 10816 для данного класса оборудования.
После первоначального прогрева постепенно увеличивайте нагрузку. Рекомендуется следующая схема обкатки: 25% от номинальной нагрузки в течение 1 часа, затем 50% в течение 2 часов, 75% в течение 4 часов и только после этого переход на 100% режим. На каждом этапе контролируйте температуру корпуса редуктора. Рост температуры должен быть плавным и стабилизироваться. Если температура продолжает расти даже при постоянной нагрузке, это признак недостаточной смазки, неправильной соосности или превышения допустимой нагрузки.
Во время обкатки проведите повторную проверку моментов затяжки всех крепежных болтов. Под воздействием вибрации и тепловых расширений первоначальная затяжка может ослабнуть. Особое внимание уделите креплениям редуктора к раме и соединениям валов. После завершения цикла обкатки слейте небольшое количество масла (около 50–100 мл) для анализа на наличие продуктов первичной приработки. Наличие мелкой металлической взвеси («серебрянки») допустимо, но крупные частицы металла требуют немедленной остановки и диагностики.
Диагностика неисправностей и техническое обслуживание
Даже идеально смонтированный прецизионный планетарный редуктор требует регулярного внимания. Профилактическое обслуживание позволяет продлить срок службы оборудования в разы и избежать незапланированных простоев, стоимость которых в современном производстве исчисляется тысячами долларов в час. Основными параметрами для мониторинга являются уровень шума, вибрация, температура и состояние смазочного материала.
Регулярно проводите термографический контроль корпуса редуктора с помощью тепловизора. Локальные перегревы отдельных зон могут указывать на проблемы с конкретным подшипником или неравномерное распределение нагрузки в планетарной ступени. Сравнение температурных карт в динамике позволяет предсказать отказ за недели до его наступления. Также используйте виброанализаторы для спектрального анализа вибрации: появление гармоник на частотах зацепления шестерен свидетельствует о развитии дефектов зубьев.
Замена масла производится согласно регламенту, обычно после первых 500–1000 часов работы (после обкатки), а затем каждые 10 000 – 15 000 часов или раз в год, в зависимости от того, что наступит раньше. При замене масла тщательно промойте внутреннюю полость специальным промывочным составом или тем же маслом, которое будет залито, чтобы удалить продукты износа. Не смешивайте масла разных типов и производителей без консультации со специалистом, так как химическая несовместимость присадок может привести к выпадению осадка и закупорке каналов смазки.
Своевременно заменяйте сальники и уплотнения. Даже микроскопическая течь со временем приведет к потере большого объема масла и загрязнению окружающей среды. При замене сальников внимательно осмотрите поверхность вала под ними: наличие выработки (канавки) потребует установки ремонтной втулки или замены вала, иначе новый сальник быстро выйдет из строя. Ведите журнал обслуживания, фиксируя даты замен масла, показания вибрации и температуры. Эта история жизни оборудования бесценна при анализе причин любых будущих инцидентов.
Часто задаваемые вопросы
Каков максимально допустимый люфт для редуктора серии WPN?
Значение люфта зависит от конкретного передаточного отношения и исполнения редуктора. Для стандартных прецизионных исполнений серии WPN люфт обычно составляет от 3 до 5 угловых минут для одноступенчатых моделей и до 7–9 минут для двухступенчатых. Для сверхточных версий (High Precision) этот показатель может быть снижен до 1 угловой минуты. Точное значение для вашей модели указано в паспортных данных и на шильде изделия. Важно понимать, что люфт измеряется при фиксированном входном вале и крутящем моменте, равном 2% от номинального.
Можно ли устанавливать редуктор в любом положении?
Конструкция планетарных редукторов WPN допускает монтаж в любом пространственном положении благодаря системе разбрызгивания смазки, которая эффективно работает независимо от ориентации. Однако при вертикальном монтаже (валом вниз) необходимо убедиться, что сальник рассчитан на работу в таком положении и не будет испытывать избыточного давления столба масла. В некоторых случаях при вертикальной установке требуется увеличение объема масла или использование специальной модификации сальника. Всегда сверяйтесь с инструкцией по монтажу для конкретного типоразмера.
Что делать, если редуктор сильно греется при работе?
Первым делом проверьте уровень масла и его состояние. Недостаток смазки или ее деградация — самые частые причины перегрева. Далее проверьте соосность валов и натяжение ременных передач (если они есть): чрезмерные радиальные нагрузки вызывают нагрев подшипников. Убедитесь, что нагрузка не превышает номинальную и частота включений не слишком высока для данного режима работы (S1-S10). Если температура превышает 90°C, немедленно остановите оборудование для диагностики, чтобы избежать заклинивания.
Как правильно хранить редуктор перед установкой?
Хранить редуктор следует в сухом, отапливаемом помещении с температурой от +5°C до +40°C и влажностью не более 60%. Избегайте прямого попадания солнечных лучей и агрессивных химических веществ. Валы должны быть законсервированы слоем смазки и защищены от коррозии. Если хранение превышает 6 месяцев, необходимо периодически (раз в 3 месяца) проворачивать входной вал на несколько оборотов, чтобы обновить смазочную пленку на зубьях и подшипниках и предотвратить образование плоских пятен на дорожках качения.
Совместим ли редуктор WPN с двигателями других производителей?
Да, редукторы серии WPN разработаны с учетом международных стандартов посадочных размеров (IEC, NEMA) и могут стыковаться с серводвигателями и асинхронными моторами большинства ведущих мировых производителей. Однако для гарантии идеальной соосности и отсутствия вибраций мы рекомендуем использовать двигатели, прошедшие проверку на совместимость, или заказывать редуктор с уже установленным адаптером под конкретную модель двигателя. Компания ООО Шаньдун Мэнню Интеллектуальная Технология предлагает широкий спектр адаптеров и муфт для беспроблемной интеграции.
Правильный монтаж и соблюдение всех рекомендаций, изложенных в этой инструкции, являются залогом долгой и безотказной службы вашего оборудования. Прецизионный планетарный редуктор — это высокотехнологичный компонент, требующий уважительного отношения и профессионального подхода. Инвестиции в качественный монтаж окупаются многократно за счет снижения затрат на ремонт и повышения общей эффективности производственной линии. Не экономьте на инструментах и времени наладки — надежность вашей линии зависит от каждого затянутого болта и капли правильного масла.
Для получения подробных технических консультаций, подбора оптимальной конфигурации редуктора под ваши задачи или заказа оригинальных запасных частей, обращайтесь к специалистам компании. Мы готовы предоставить полную поддержку на всех этапах жизненного цикла вашего оборудования, от проектирования узла до послепродачного сервиса. Прецизионные планетарные редукторы WPN от ООО Шаньдун Мэнню Интеллектуальная Технология — это выбор в пользу стабильности и высокой производительности вашего бизнеса.